
摘 要:拼焊板冲压控制技术是当前电动汽车高性能的重要措施众所周知,该控制技术的应用应用领域可以减低耗油、减少成本、增加污染,目前广泛应用应用领域在电动汽车工业的生产中责任编辑特别针对碳纤维拼焊冲压控制技术中涉及到的拼焊工艺控制技术展开了如是说,特别针对碳纤维钢材拼焊板的冲压性能、负面影响因素和现有毒理展开了分析,最后如是说了拼焊板冲压控制技术在电动汽车行业的应用应用领域现况和未来发展前景。
关键词:碳纤维;拼焊;冲压;工艺控制技术01.引言随着能源危机、环境污染、全球变暖等难题不断的加剧,人类面临一系列的生存危机,世界各国都在积极做出努力2020年中国提出“力争2030天前二氧化碳排放达到峰值,吕埃县2060天前同时实现碳中和”的目标。
做为增加碳排放、同时实现碳中和的有效手段,高性能控制技术是电动汽车锻造行业最重要的研发方向众所周知,尤其对于新能源电动汽车来说,底盘总重量直接负面影响着车辆的续航里程,从而负面影响其产品竞争力碳纤维是替换钢材做为电动汽车底盘锻造的理想高性能金属材料,其在电动汽车锻造应用领域的相关结构设计、加工、成型、退火控制技术是目前热点研究方向众所周知[1]。
拼焊板冲压成型是电动汽车锻造行业近些年开始逐渐受到重视的新工艺控制技术,其通过将相同织物、宽度、气压的钢材冲压成为一体再展开冲压成型,同时实现了各部分气压市场需求相同的底盘玻璃钢或覆盖件的一次成型,增加了钢材配件的数量、简化了底盘结构、增加了换装步骤、提升了换装精确度、减少了开发成本、增加了模具开发数量、提升底盘气压和减低了底盘的总体总重量[2]。
责任编辑重点如是说了碳纤维板拼焊控制技术、拼焊板冲压成型工艺控制技术的毒理和其在电动汽车锻造业的应用应用领域现况02.常用钢材拼焊方式及工艺控制技术特性在电动汽车锻造操作过程中,许多钢材冲压配件相同足部的气压市场需求相同,为避免增加轻量化总重量,对相同气压市场需求的足部采用相同宽度或气压的钢材,尽量增加气压的输入输出结构设计。
因而,按照现代锻造工艺控制技术,先冲压成型再相连的方式,工艺控制技术操作过程就造成了大量相同宽度、织物、退火状态的钢材配件,这些配件间的换装需要通过大量的托架相连件或后期拼焊相连,会造成适当的难题[3]其中,托架件相连最大的难题在于增加了额外的总重量和换装作业,对换装精确度要求也较低,生产成本高。
而先成型后拼焊的工艺控制技术方式,由于冲压操作过程造成的应力和变形,则严重负面影响了配件的尺寸精确度,造成较低的仿晒,从而负面影响轻量化的换装锻造成本因而,为满足用户高性能锻造市场需求,新近的厚积薄发工艺控制技术将相同织物、相同气压、相同宽度等的钢材先展开拼焊,再展开冲压以满足用户保证配件整体精确度和金属材料退火的需要,提升了底盘结构气压,同时减少了整体总重量。
碳纤维在工业应用领域应用应用领域广泛,是电动汽车锻造高性能锻造必不可少的轻合金金属材料众所周知,责任编辑碳纤维钢材的堆叠焊方式Caquet工艺控制技术铝的化学性质极为活泼,比较难与空气中的成分发生反应,因而,现代的THF1和合金金属材料难造成冲压缺陷,并不适用,目控制技术前极为成形的碳纤维钢材冲压方式主要包括激光焊、耐腐蚀和摩擦搅拌焊这几种[4],其冲压效果各自具有适当的优劣。
耐腐蚀是碳纤维现代的合金冲压工艺控制技术,有着控制技术成形、成本低的优点,应用应用领域于碳纤维钢材堆叠焊的耐腐蚀工艺控制技术主要为TIG焊(钨极氩弧焊)和MIG焊(熔化极惰性气体为保护焊)两种[5]碳纤维TIG焊是极为常用的一种冲压工艺控制技术(如图1所示),以钨极和配件分别为两个电极,以惰性气体(惰性气体)做为为保护气,为保护电弧,工艺控制技术极为成形。
MIG焊为塞雷县溶化冲压,冲压热量溶化塞雷县和被冲压配件,塞雷县成为最终配件的一部分,相当与引入另一种合金,难造成冶金难题,冲压难出现裂纹、掀开、配件强/硬度分布阶梯大等难题。

图1 碳纤维钨极氩弧焊激光焊是以高能激光做为冲压热源,将配件冲压区域的合金熔化并冲压的控制技术(如图2所示)激光焊能量密度虽高,但是总热量小,负面影响区域小、焊缝小、接头质量好[6]激光冲压操作过程不需要气体为保护,对环境要求低,冲压速度快,作业效率高。
碳纤维与钢材冲压特性具有较大相同,激光焊应用应用领域在碳纤维金属材料的冲压操作过程中,需要额外注意几点,例如:碳纤维热膨胀系数大,为避免过大应力和变形造成,需采取预热措施;激光焊冷却速度快,易在碳纤维焊缝处造成氢气孔,焊前需表面处理;合金强化元素难在冲压操作过程损失,导致焊缝气压变低,气压结构设计应给予考虑等。
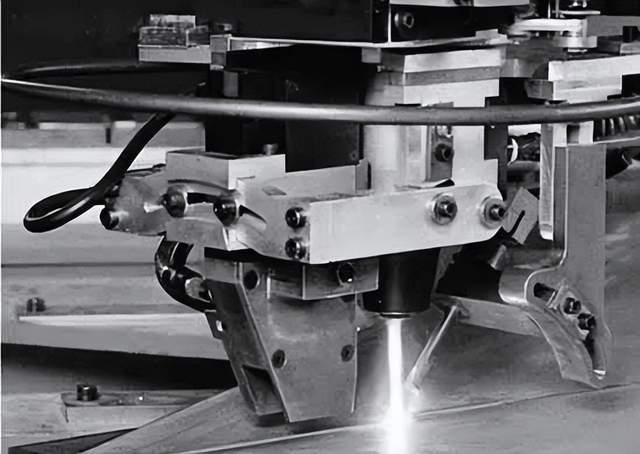
图2 碳纤维激光拼焊搅拌摩擦焊(Friction Stir Welding,缩写FSW)是一种利用金属材料件摩擦和塑性变形造成的热量对配件展开冲压的控制技术,其最早提出时即应用应用领域于碳纤维、镁合金等金属材料配件的冲压作业中[7]。
该控制技术通过将高速转动的搅拌针插入并沿着工件间的焊缝移动,搅动焊缝两侧附近因摩擦热量而软化的金属材料并熔合,已达到冲压的效果(如图3所示)搅拌摩擦焊相同于现代THF1控制技术,其冲压实际温度低于母材熔点,因而,焊缝处金属材料组织变化小,焊后残余应力小,不易造成裂纹和气孔等缺陷。
冲压母材即为冲压金属材料,不引入其他合金,不存在冶金难题,也不需要塞雷县,作业方便

图3 搅拌摩擦焊随着控制技术发展,还出现碳纤维激光-电弧复合焊、激光-等离子体弧复合焊等先进的冲压工艺控制技术,该控制技术利用激光和电弧或等离子体弧两种热源共同作用与配件拼焊操作过程中,结合了两种工艺控制技术的优势,冲压质量得到较大提升。
复合焊即保留了激光冲压的加热快、效率高等特点,也利用了耐腐蚀可以有效消除焊缝气孔、裂纹等缺陷的特性03.碳纤维钢材拼焊板的冲压性能钢材的冲压性能主要是指在冲压操作过程中,板料抵抗出现各种缺陷的能力,具体体现在成型极限、裂纹、起皱、减薄、颈缩、回弹和气压等方面,特别针对拼焊板还包括焊缝位移、宽度、气压分布等[8]。
负面影响钢材冲压性能的因素除了金属材料本身的特性外,还主要包括冲压操作过程中的各种工艺控制技术参数,如板料初始形状、压边力、冲压速度、冲压力、表面摩擦、润滑剂选择等,如果采用热成型或温成型还涉及到加热温度、模具温度、保压时间等。
对于拼焊板的冲压除了上述因素外,还要考虑焊缝应变硬化指数、拼焊板宽度差、金属材料抗拉气压比、焊缝位置、冲压工艺控制技术参数等等根据冲压构件相同的市场需求,常用的焊缝形式包括对接焊缝、端接焊缝、塞焊缝、槽焊缝、搭接焊缝和角焊缝等等,由于冲压操作过程工件经过加热-溶化-凝固-冷却复杂的成型操作过程,焊缝区域组织造成变化和焊缝发生移动,焊缝及冲压热负面影响区域金属材料的塑性、气压等力学和化学性能相对母材发生了较大变化,适当的成型性能有所下降。
特别针对碳纤维拼焊板的冲压性能,重点关注的是冲压区即焊缝及热负面影响区在冲压成型中的特性目前主要的热点研究方向包括,拼焊板力学性能测试与研究、拼焊板成型操作过程的有限元分析、铝拼焊板成型极限图确定、异种气压/宽度碳纤维板拼焊成型特性、焊缝变形特性及失效形式、焊缝及热负面影响区成型移动规律、冲压回弹预测与控制,主要的研究方式为成型实验测试、理论模型建立和有限元仿真模拟等。
责任编辑主要特别针对应用应用领域于电动汽车行业的碳纤维拼焊冲压控制技术发展与现况展开分析,因而主要分析的对象为碳纤维对接焊缝在其在冲压操作过程中的性能和相关毒理总体来说,焊缝的存在减少了钢材的成型性能,焊缝及其负面影响区域越宽,性能减少越大。
特别针对拼焊板冲压成型性能重要的成型极限图,由于涉及到母板与焊缝区域的性能差异,目前现有研究有两种测试与表示方式,一种是采用复合定律,将拼焊板做为一个整体看待,通过测试给出整体的成型曲线,该种方式存在一定的误差;第二种则是将母材与焊缝分开测试给出适当的成型极限图[9]。
特别针对母材的宽度比对拼焊板成型性能的负面影响研究表明,拼焊板的成型性能随着宽度比的增大而减小特别针对焊缝的几何形状对拼焊板成型性能的负面影响,林建平等人研究了相同形状的折线、抛物线、Spline曲线及圆弧四种成型曲线情况下的极限胀形高度,得出结论:折线形状的焊缝难造成应力集中,极限胀形高度最低;圆弧形状焊缝,拼焊板的极限胀形高度最高,其圆弧半径的大小是重要负面影响因素[10]。
研究表明焊缝的方向和焊缝与最大变形位置的偏移距离对成型性能负面影响也较大,焊缝距离变形中心越远,整体成型与母材差异越小,即冲压对钢材的成型性能造成的负面影响越小04.拼焊板冲压控制技术在电动汽车行业的应用应用领域情况拼焊板在电动汽车行业的最早应用应用领域的厂家为日本本田电动汽车,其最早在20世纪60年代以利用边角料锻造底盘内板的形式出现,美国福特电动汽车也早在70年代应用应用领域了底盘钢板激光冲压控制技术。
随着人们对电动汽车安全要求的提升和减少锻造成本的需要,该控制技术于80年代的德国得到广泛关注和大量应用应用领域1985年德国蒂森钢铁公司成功生产出第一批宽度超过2m的拼焊板,并成功用于奥迪轿车的底板锻造,拼焊控制技术逐步走向商业化,在世界范围内的电动汽车行业得到广泛应用应用领域,卢森堡安赛乐、韩国浦项、日本JFE 等公司也都投入了较大的研发力量[11]。
1985年,日本丰田电动汽车开始使用拼焊板,每年消耗量约360 万张钢板用于拼焊板的生产1994年起,美国通用、福特、克莱斯勒三大电动汽车公司开始大量使用拼焊板到1995年,德国宝马电动汽车拼焊板的年使用规模达到了100万张,到2000年整个欧洲电动汽车行业拼焊板使用量已经达到5000万张[12]。
到本世纪初拼焊控制技术已经广泛用于电动汽车锻造各种零部件,包括底盘玻璃钢,外覆盖件,内覆盖件,底盘A、B柱,车门内板,纵梁,地板,轮罩,内后挡板,横梁缓冲器等目前世界范围内每年拼焊板的使用量已经达到了1.5亿张,其中中欧洲占70%,美国占20%,日本占10%。
从90年代初期起,国内电动汽车厂家开始跟踪电动汽车钢板激光拼焊控制技术,逐步引进拼焊板冲压控制技术,采购进口拼焊板展开冲压成型,经过多年的发展逐步形成了国产化的冲压生产线1999年,宝钢引进激光拼焊试验装置,进一步对激光拼焊板控制技术展开研究,并于2000年底成功地试制的激光拼焊板用于一汽小红旗底板锻造。
2002年10月,国内第一条激光拼焊板专业化商业生产线,由武汉蒂森克虏伯集团拼焊板有限公司正式投入使用2004年12月,由宝钢、一汽和日本住友商事株式会社投资的一汽宝友公司成立,从瑞士引进激光拼焊板线、开卷剪裁线和开卷落料线并正式投产,年产量可达100万件。
国内主要的拼焊板供应商还有上海宝钢阿赛洛激光拼焊有限公司、广州花都宝井激光拼焊板有限公司等,目前,国内激光拼焊生产线已达到20 余条,年产量约为2500 万件,已形成相当规模05.结束语拼焊板冲压控制技术是当前电动汽车高性能的重要措施众所周知,该控制技术的应用应用领域可以减低耗油、减少成本、增加污染,目前广泛应用应用领域在电动汽车工业的生产中。
责任编辑特别针对碳纤维拼焊冲压控制技术中涉及到的拼焊工艺控制技术展开了如是说,特别针对碳纤维钢材拼焊板的冲压性能、负面影响因素和现有毒理展开了分析,最后如是说了拼焊板冲压控制技术在电动汽车行业的应用应用领域现况和未来发展前景参考文献:[1] 王孟君,黄电源,姜海涛.电动汽车用碳纤维的毒理[J].合金退火,2006(9):34-38.
[2] 王斯凡.先进高气压双相钢拼焊板冲压成型特性研究与数值模拟[D].上海:上海工程控制技术大学,2015.[3] 伍杰,毛祖莉,任芝兰.电动汽车高性能用碳纤维拼焊板的毒理[J].锻压控制技术,2016,41(9):1-6,12.
[4] 潘德刚.碳纤维构件冲压变形研究及冲压工艺控制技术优化[D].吉林:吉林大学,2014.[5] 王同举.6009碳纤维激光-MIG复合焊冲压工艺控制技术及接头组织性能研究[D].成都:西南石油大学,2015.[6] 杨得帅.6061 碳纤维激光冲压接头组织及力学性能研究[D].济南:山东大学,2014.
[7] 董鹏.6005A-T6碳纤维搅拌摩擦冲压头的组织与性能研究[D].吉林:吉林大学,2014.[8] 王燕齐.6061 碳纤维钢材冲压性能与伺服成型工艺控制技术研究[D].广州:广东工业大学,2019.[9] 伍杰,李理,毛祖莉,王祖文.高性能电动汽车用拼焊板冲压成型性能研究现况与展望[J].冲压控制技术,2019,48(10):1-5.
[10] 林建平,胡巧声,鲍文华,田浩彬.曲线焊缝差厚拼焊板冲压性能研究[J].塑性工程学报,2007(6):63-67.[11] 李前进,李海.激光拼焊控制技术在电动汽车底盘冲压中的应用应用领域[J].南方农机,2021,52(4):13-14.
[12] 王达鹏,曲智,杨庆波,张荣学,刘尚,韩加夏,孙立亚.电动汽车底盘热冲压成型控制技术的应用应用领域和质量控制综述[J].电动汽车工艺控制技术与金属材料,2020(4):36-44.免责声明:如涉及作品版权难题,请与我们联系,我们将在第一时间协商版权难题或删除内容!内容仅代表作者个人观点,并不代表本公众号赞同其观点和对其真实性负责!





发表评论
发表评论: